Questi modelli di linee di lavorazione consentono un risparmio energetico fino al 75% rispetto ad un classico processo batch.
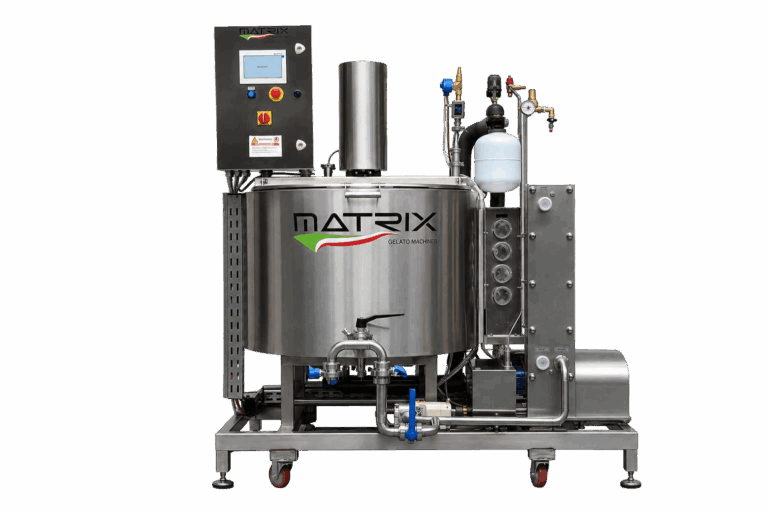
Nelle vasche di miscelazione vengono aggiunti ingredienti come latte fresco o in polvere, acqua, grassi vegetali, grassi caseari, zucchero, stabilizzanti ed emulsionanti. L’acqua necessaria per la preparazione dell’impasto viene inviata al serbatoio selezionato in base alla quantità impostata sul sistema di dosaggio automatico. È possibile dosare automaticamente anche latte e panna alimentati da serbatoi di grande capacità.
Preriscaldamento
L’impianto di riscaldamento fornisce acqua calda che, tramite la pompa di circolazione, viene inviata alla camicia d’acqua del serbatoio di miscelazione selezionato per riscaldare la miscela fino a 50°C. Raggiunta la temperatura la miscela viene trasferita nella vasca di compenso tramite la pompa centrifuga.
Riscaldamento – recupero
Da questo serbatoio di compensazione, una seconda pompa di alimentazione trasferisce la miscela allo scambiatore di calore nella sezione di recupero calore. Qui la miscela non pastorizzata viene riscaldata a 76°C tramite lo scambiatore di calore mediante trasferimento di calore della miscela già pastorizzata, che viene raffreddata con lo stesso processo attraverso il controcorrente attraverso lo scambiatore di calore
Omogeneizzazione
Una volta raggiunta la temperatura di riscaldamento preimpostata, la miscela viene inviata all’omogeneizzatore tramite una pompa centrifuga che, data la sua elevata pressione di 250 bar nel 1° stadio e 50 bar nel secondo stadio, riduce i globuli di grasso in minuscoli particelle per impedire la separazione dei grassi e per ottenere un’eccellente struttura del gelato
Pastorizzazione e mantenimento
Dall’omogeneizzatore la miscela passa alla sezione di pastorizzazione dello scambiatore di calore dove raggiunge la temperatura di 85°C grazie all’acqua calda proveniente dal gruppo riscaldante. La miscela passa poi attraverso il tubo di contenimento dove rimane per 40 secondi a temperatura costante. Una sonda rileva la temperatura della miscela e, se la temperatura della miscela è inferiore al livello di pastorizzazione preimpostato, la valvola deviatrice di flusso la fa ritornare nella vasca di compenso per ripetere il ciclo di riscaldamento e omogeneizzazione. Se invece è equivalente o superiore alla temperatura di pastorizzazione preimpostata, la miscela pastorizzata passa alla fase di raffreddamento entrando nella sezione di recupero calore dove viene raffreddata a 64°C per cessione di calore fornita dalla miscela non pastorizzata in fase di riscaldamento. Questo processo di recupero del calore consente una notevole riduzione del fabbisogno energetico ed è uno dei vantaggi di un sistema di tipo HTST
Raffreddamento
La miscela passa direttamente alla sezione di preraffreddamento dello scambiatore dove viene portata a 34°C mediante l’acqua della torre evaporativa, per poi passare alla sezione di raffreddamento finale dove viene portata a 4/ 6°C mediante acqua ghiacciata. La miscela viene inviata automaticamente alle vasche di maturazione dove dovrà sostare per 12-48 ore prima di essere pronta all’uso per la produzione del gelato.